根据福田汽车集团智能制造战略规划,对诸城奥铃汽车厂总装一部进行智能化、信息化升级改造,项目总投资预算2456.5万元 ,总占地22440㎡,升级内容主要包括:信息化网络集成、机运系统、加注设备、拧紧设备、助力机械装置、关键特性系统联网升级、LES系统升级、MES系统建设等。项目以先进的信息技术为支撑,按照信息自动化、省人化的理念,成功建设了自动化、柔性化、模块化、低成本、环保节能的数字化生产车间。升级后总装一部生产效率提高20%、自动化提高40%、人工成本约降低20%,同时满足了卡车、工程车柔性化生产,最大年产能可达到9万台。
总体架构
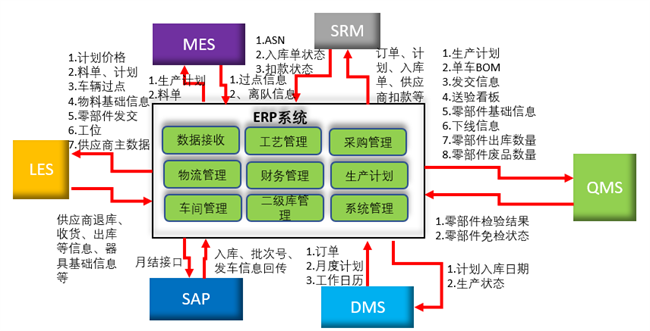
总装一部信息化网络架构包括PLM、ERP、MES、LES、QMS、SRM、DMS等信息系统平台,通过ESB数据接口,实现系统间无缝集成。在计划排产、零部件采购、物流配送、生产装配、质量检测、入库管理等方面,实现制造过程全价值链信息化管理,实现上下游数据的高效共享。
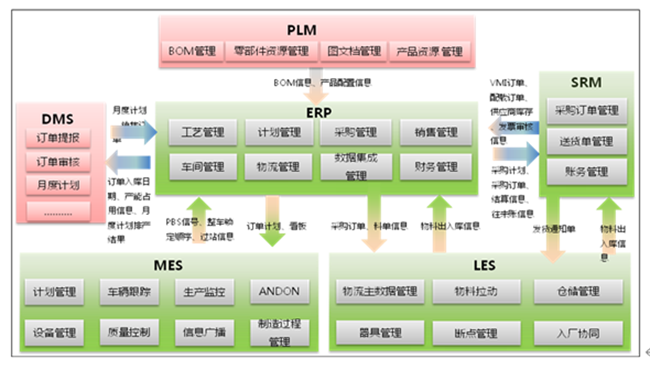
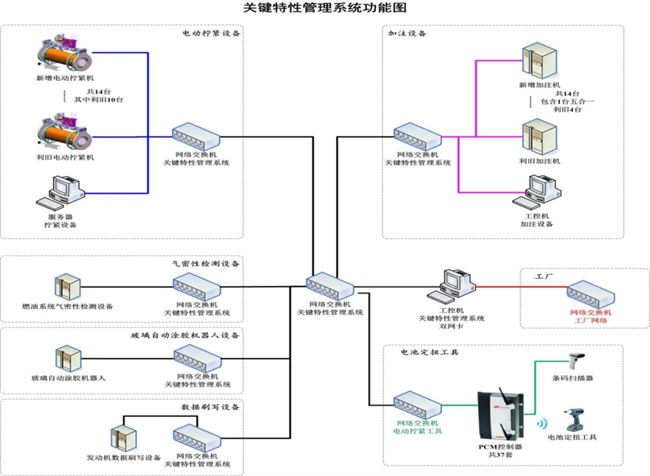
图:关键特性管理系统架构图
建设方案
数字化车间是信息系统、设备自动化、制造技术与精益管理相互集成的表现。总装一部数字化车间建设方案以生产信息化为根基,以数据信息的可视化管理为核心,通过信息管理平台、智能设备应用及网络互连,实现生产计划、制造过程、数据采集、改进分析等方面数据交互传递,进一步缩短制造周期,为客户提供高质量的订单交付。主要内容包括信息化建设、关键装备、精益管理三方面。
信息化建设方面
智能网络
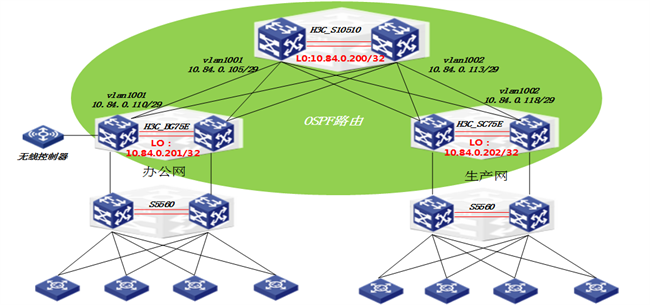
智能网络以福田汽车集团总部为中心架构,通过两条不同运营商的点对点数字专线,实现项目与总部、厂区的互联互通,同时对工厂内部网络架构进行负载均衡设计,提高可用性。
信息管理平台
在信息管理平台建设方面,总装一部主要应用企业资源计划系统(ERP)、制造执行系统(MES)、物流执行系统(LES)、电子拣选系统(DPS)、暗灯系统(ANDON)、关键特性管理系统、质量管理系统(QMS)、质量追溯系统(QTS)等。

系统集成方案
通过工业级网络ERP系统为数据管理平台,连接MES、LES、DPS、QMS等系统进行生产过程数据的交互集成,实现总装一部从订单排产、生产制造、物流配送、工艺联网、现场问题响应管理等信息共享。
订单排产方面:以生产计划为主线,通过ERP系统实现了订单自动排程、MES系统实现了制造计划二次锁定、SRM系统实现了与供应商的协同,生产过程数据信息贯穿始终。
制造过程的干预和控制方面:通过MES系统ANDON模块实时显示,拉动各类问题及时在线响应。
工艺关键设备联网作业方面:MES系统与关键特性管理系统集成,实现关键力矩控制、工作液加注与MES系统互联,实现从车辆参数信息采集、数据合格判定、数据回传存储的数字化管控。
质量过程管理及跟踪方面:通过MES与QMS、QTS系统集成,实现对制造过程问题及质量追溯件的信息采集,推动对车辆质量问题的管理及关键零部件追溯管理。
智能物流方面:通过LES系统与SPS输送链智联,实现物料精准配送上线。
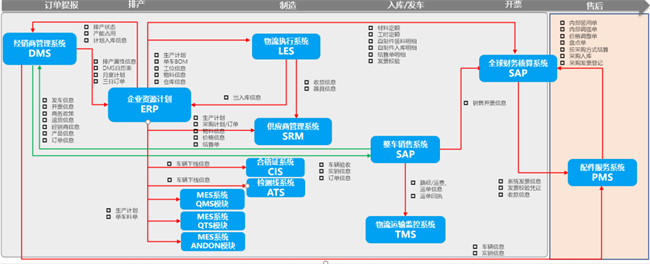
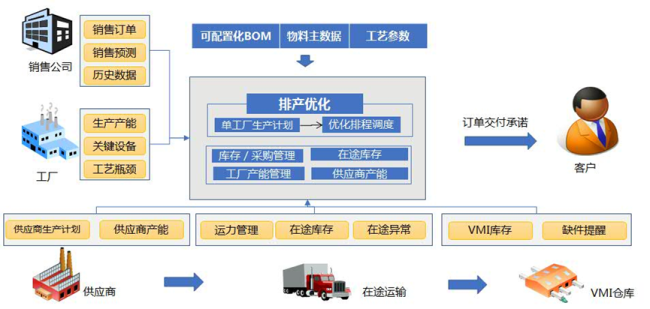
图:OTD系统流程平面图
关键特性管理系统
关键特性管理系统通过信息化技术和智能化设备结合,将产品的关键特性参数预置到系统中,实现对生产过程监控、识别转化、传递及防错管理功能。涵盖范围:电动拧紧、电池定扭、油液加注、玻璃涂胶、气密性检测、数据刷写六大模块,实时监控,有效监督。相关功能具体如下:
工艺参数预置:根据产品技术要求及工艺标准,将工序的工艺参数绑定到相应零部件图号下,系统与CMMP系统进行对接,生成产品VIN并对应每个工序的装配工艺数据。
制造过程数据采集:开发工艺设备数据采集功能,主要包括油液加注、电动拧紧、电池工具、玻璃涂胶、气密检测、数据刷写设备等,实时读取工作数据及相关信息。
防错拧紧和防错加注:拧紧设备和加注设备通过扫描VIN,系统自动调用对应的拧紧程序和加注参数,进行拧紧和工作液加注。
对比分析及报警管理:对生产过程采集的实际数据与工艺标准进行比对,判断是否满足工艺标准,不合格报警;同时在下线录入位置,根据车辆VIN码,对车辆工作液加注数据、拧紧数据、ECU数据刷写、燃油系统气密性检测数据等进行查询,如有遗漏或参数不符,系统及时报警提示改进。
历史数据查询:设备状态、工艺参数、历史装配车辆数据等保存到数据库内,按照时间段、设备组合的查询方式,对历史数据进行查询 。
计算设备能力指数Cmk:根据上传数据进行连续取样,计算设备能力指数Cmk。
计算过程能力指数Cpk:根据上传数据进行分时分组取样,不低于25组数据,在保证工序处于稳定状态的基础上,计算过程能力指数Cpk。
控制图绘制及异常工艺分析:根据上传数据制定取样规则,每天取一组样品,按月度绘制X-R图,并利用SPC理论判异原则进行数据分析,判断过程异常进行分析改进。
图表、报警信息输出:采集的工作数据,实现数据的查询、统计、分析和报表输出,报警信息通过企业微信、邮件实时推送给相关管理人员。

关键装备应用方面
智能加注设备
采用先进的五合一(用于转向液、液压油、洗涤液、有机/无机防冻液加注)真空智能联网加注设备,以及四合一(发动机机油、变速箱齿轮油)智能联网定量加注设备,可实现一次扫码多种工作液自动加注,实时获取加注信息,远程监测、修改设备参数。且五合一加注设备可根据生产线线速自动调节,跟随线体走动,操作方便快捷,加注工序减少,单台作业时间得到了极大的压缩。

智能轮胎拧紧机
采用轮胎螺母三轴智能联网定扭拧紧机,并增加自动返回装置,拧紧机操作完成后自动返回原点,无需人工推动。降低员工劳动强度,生产效率得到了较大的提升。

智能平衡器
对零部件重量超过15Kg的工序,采用先进的智能平衡器,平衡器内部集成智能光学传感器,感知作业人员到位后才允许移动作业,作业结束后自动返回原点。生产过程中操作者单手即可实现上升、下降,减少人工负重搬运,在降低劳动强度方面达到行业内领先水平。
零部件智能配送
内饰线零部件配送由人工转运配送升级为SPS智能配送,专用于内饰件上线装配前的拣选。作业人员根据系统提示,将当前装配所需的单台物料放至物料小车上,由AGV转运小车自动配送至物料上线点,实现物料小车与物料同步自动运行。物料小车至下线点后, AGV小车自动返回拣选区,进行下一台物料的配送循环。

升级前配送方式

升级后配送方式
轮胎输送线+机械臂
轮胎装配工序采用先进的智能输送线,将轮胎通过空中输送,实现轮胎总成从缓存区直接配送至总装线边装配工位。同时搭配智能机械臂跟车自动抓取,实现轮胎总成自动辅助装配。

车架AGV智能输送
车架上线采用AGV智能输送,AGV小车带两台车架转运平车,AGV小车运行平稳, 能够牵引两台车架平车往复运动,平车每次转运1-4个车架,承载5T,最大满足生产线20JPH节拍需求。

紧固工具升级
对于紧固作业所使用的工具,全部使用电动定扭工具和气动定扭工具,实现定扭工具的全覆盖。电动定扭工具实现扭力紧固后实时上传,确保紧固力矩的可控性。

汽车尾气抽排室
总装下线工序建设汽车尾气抽排室,对车辆下线过程中产生的尾气,统一收集并过滤净化处理后排放到室外,有效降低汽车尾气颗粒物与异味,保护操作人员身体健康,控制对大气的污染。

制造管理模式

总装一部承接福田汽车集团精益制造管理体系,具体包括6大目标(安全、人员发展、质量、响应、成本、环境)、5大原则(人员参与、标准化、制造质量、缩短制造周期、持续改进)、34个要素、272项核心要求,154个业务流程,82个工具方法,543个作业规范。通过建立大数据决策平台(BI系统)进行数据的收集、管理,全面监控制造绩效完成情况。具体管理模式如下:
目标绩效评价机制
从体系能力和过程能力两个维度,优化精益制造目标绩效评价体系。明确了63个绩效指标,实现绩效目标从上到下层层分解,从下到上层层支撑的四级指标体系,完善绩效评价规则,月度设置绩效红黑榜,拉动制造业务管理落地。
会议机制
建立三级会议体系,以解决生产现场推进过程中存在问题为主,推动工作落地并持续改善。月度下发会议运行情况通报,监督会议运行情况。
精益制造体系审核机制
开展月度精益制造体系自审模式,从体系建设的角度出发深挖问题根源,提升制造管理能力。各原则及车间全面推行围绕生产现场的专业性分层审核,以月度原则自评报告的形式,将日常业务与精益制造实现有机融合,推动管理流程、管理要素、模板、表单的落地。
精益制造月度管理评价机制
建立月度精益制造推进管理评价机制,细化原则、目标、评价标准,采用月度评价、季度激励的形式,推动照《 FPS实施指导手册V4.0 》的落地实施。
“以客户为中心”的制造管理文化
立足“现场、现物、现实”,以精益制造为抓手,切实做好制造管理业务的指导、支持、服务、监督与管理,建设“以客户为中心”的制造管理文化,打造“比、学、赶、帮、超”的活力现场。
“走出去,请进来”对标学习机制
以业务为导向,持续开展“走出去,请进来”的标杆单位定期交流机制,通过对福田汽车集团内外部标杆单位定期调研以及邀请标杆单位管理人员进行培训,学习先进的管理思路、管理技术,逐步提升各级人员管理能力。
技术难点与创新点
技术难点
总装一部卡车、工程车产品共线生产,产品类型十余种,动力覆盖柴油、汽油,产品结构差异大。再次背景下,在原有厂房基础上进行适应性改造,相比新建更加困难,存在加注设备、拧紧设备、气密性检测设备、前风窗玻璃涂胶机器人等工艺装备通讯协议不统一、兼容性差等一系列问题。通过关键特性系统升级核算加注设备、气密性检测设备、前风窗玻璃涂胶机器、拧紧设备、关键设备能力指数Cmk及扭紧、加注关键过程能力指数Cpk,导出控制图进行异常分析,实现完美兼容。
ERP系统作为整个信息化系统的大脑中枢,与MES、LES、SRM、CIS、QMS、QTS、ATS、ANDON等多个信息系统实现了信息耦合,信息接口共计超过一百余个。因各系统开发平台、数据库不一等因素,存在接口问题种类复杂、解决困难的技术难题。通过对接口需求分析、API文档分析与评审、测试计划编写、用例设计、环境搭建、执行用例、缺陷管理等方面问题进行了排查处理,解决了SqlServer与Oracle数据库信息耦合异常、Web服务频繁报错等一系列的技术问题,成功实现了总装一部生产制造数据的信息共享。
技术创新点
在MES系统ANDON模块升级过程中,行业内首次开发应用了LED灯源工位牌,对传统印刷工位牌和ANDON工位报警灯合并展示,实现LED工位牌与现场ANDON系统按钮盒集成管理功能,应用后极大提高了现场问题响应识别度。开发过程中解决了工业控制电压与照明电压等级不同、PLC对灯源变化的控制等难题,为ANDON系统行业的信息化发展提供了创新借鉴。
解决的重大问题
总装一部多产品线共线生产后,打破了一流水线对应一RDC仓库的物流模式,优化了奥铃汽车厂物流仓储架构,实现同一流水线不同产品线同一个RDC仓库的物流配送模式。在LES系统切换时,通过与LES实施方、物流公司诸城分公司、订单与物流部的多次组织讨论,确定了实现同一物料不同领料部门,同一产品线不同库存地点管理的物流仓储架构,彻底改善了总装一部多仓库领用引起的物流紊乱问题,提高了零部件准时上线率。
总装一部升级后,小时产量(JPH)值由12提升至17,单日产量上限得以大幅度提高,消除了产能瓶颈,满足福田汽车集团市场战略规划,为市场销售提供了强有力的后方支持。
通过智能设备升级,使原有的复杂的生产工艺得以简化,从而降低了装配过程中因工艺复杂造成的装配装调质量问题。另一方面,智能设备与信息化结合,为制造过程标准化奠定了强有力的基础,使得标准化推进过程得以加快,现场标准化水平明显提高。
总装下线工序建设尾气抽排室后,有效降低作业空间污染,减少有尾气体对现场作业人员呼吸系统的侵害,提高现场作业效率,同时也为员工创造绿色的作业环境。
车架AGV转运小车运行过程中存在脱轨、岔道处走错道问题,经现场分析,岔道原因为程序内部信号无法正常处理,导致强制放行。通过对AGV放行按钮站线路进行重新联接,完美解决此问题。
国内外同行业对比
总装一部卡车、工程车共线生产,柔性化程度行业内领先。车间配有定量加注设备8台,多轴拧紧机6台,单轴拧紧机5台,智能平衡器4台,助力机械手2台等,可确保整车装配质量。线体间转接采用空中EMS输送线自动转接,物流配送采用SPS物料捡练系统,前风窗玻璃采用机器人涂胶等,自动化水平位较高。
通过对生产过程信息的全面集成,实现信息的实时传递与交互,支持快速决策与智能管理,制造效率与质量大幅度提升。在制造管理数据库建立的基础上,通过与车联网TSP平台交互,实现市场端订单过程可视、车辆关键性能参数可视等功能,提高客户体验,增强客户购买信心,为推动商用车未来商业模式变革坚定了坚实基础。
实施效果及效益分析
制造水平
升级前:总装一部2018年FPS(福田汽车精益制造生产能力指数)指数为70.51%,2019年FPS指数为72.61%,整体制造能力水平居于行业上游。
升级后:2020年6月份经过数字化升级,总装一部FPS指数达到79.06%,总体制造水平居于行业领先。
制造成本
升级前:总装一部2018年制造成本总额为7847万元,单台为1102元/台;2019年制造成本总额为7836万元,单台为1024元/台。
升级后:2020年制造成本总额为9015万元,单台为913元/台,单制制造成本较2018年降低17%。
制造质量
升级前:总装一部整车一次下线合格率2020年上半年完成92.05%;百台缺陷项次2020年上半年完成320.15。
升级后:总装一部整车一次下线合格率2021年1季度完成93.2%,较升级前质量水平提升1.15%;百台缺陷项次2021年1季度完成284.0,较升级前质量水平提升11.8%。
制造效率
产量2018年完成71196台, 2019年完成76571台,较2018年同比提升7.5%;2020年完成97644台,较18年提升37.1%。劳产率2018年完成8.1台/人.月, 2019年完成12.7台/人.月,较2018年同比提升57.2%;2020年完成13.5台/人.月,较18年提升66.5%。现场人员数量由升级前537人减少到502人,节省35人。
下一步进行智能化改造提升的计划和思路
重构业务流程,并利用云计算、大数据、移动互联、人工智能等技术,建立支持大批量客户定制的BTF+BTO订单混合模式信息系化系统,为生产等提供个性化服务。
进一步优化F-BOM平台,实现从工艺制造、产品研发、销售业务数据准确、集中统一管控并贯穿整体OTD业务流程。借助大数据分析平台及AI人工智能分析,对收集市场端和客户点单信息进行分析,供产品规划部进行整车的产品规划和定义。
通过销售配置及时收集客户需求,并自动确定后续生产模式,包括BTF/BTO等,并触发相应订单评审流程,利用APS高级生产排程功能合理安排排程计划,缩短订单生产周期。结合生产产能、供应商产能、VMI库存、运力保证等信息,通过计划排程,为客户提供准确的订单交付承诺。
构建基于客户诉求的产品制造执行平台,提升MES系统与自动化设备的集成度,由事后数据采集转型为事前指导和事中控制,将客户诉求转化为作业指令,控制设备进行差异性作业,保证高质量的订单交付。
 金鹰集团5G+工业互联网应用场景
金鹰集团5G+工业互联网应用场景









